��һ�ߣ�ֱ�����֙C�ϴ��_
���]�š�QQ��һ�ߵȒߴa����

1��ʩ����λ�״β��õ�䓲ġ����Ӳ��ϡ����ӷ��������^��ʽ������λ�á����Ӻ��̎���ȸ��N�����ͅ����ĽM�ϣ���䓽Y�������Ͱ��bǰ�M�к��Ӽ��g�u��ԇ���ӹ�ˇ�u��ԇ����Ҫ���Լ������ˇ�u�������l���������ϬF�Ї��Ҙ˜ʡ�䓽Y������Ҏ����GBT50661�����PҎ����
2������ʩ��ǰ��ʩ����λ���Ժϸ�ĺ��ӹ�ˇ�u���Y������÷��������ˇ�u���l�������������ƺ��ӹ�ˇ�ļ��������������Ѓ��ݣ�
��1�����ӷ����ӷ����ĽM�ϣ�
��2��ĸ�ĵ�Ҏ����̖����ȼ����w������
��3�������ٵ�Ҏ��e����̖��
��4�����ӽ��^��ʽ���¿���ʽ���ߴ缰�����Sƫ�
��5������λ�ã�
��6�������Դ�ķN͘O�ԣ�
��7�����̎����
��8�����ӹ�ˇ�������������������늉��������ٶȡ����Ӻͺ����ֲ�����
��9���A��ضȼ����g�ضȷ�����
��10��������������̎����ˇ��
��11��������Ҫ��Ҏ����
���������I�l��
3�����ӕr�����I�^�h���ضȡ�������Ⱥ��L�ٵȑ���������Ҏ�������^���lҎ����횺��ӕr�����ƶ����ⷽ��:
(1)���I�h���ضȲ��õ���-10��
(2)�������I�^������Ȳ��ó��^90%
(3)�ֹ�늻����Ӻ��Ա��oˎо���Ӿ�늻����ӕr���������I�^����L�ٲ��ó��^8m/s�����w���o늻����ӕr���������I�^����L�ٲ��ó��^2m/p>
(3)�ֹ�늻��������I�^
5������ǰ��������䓽zˢ��ɰ݆�ȹ����������̎���������Ƥ���F�P�����۵��s����p�¿��˰��F�Ї��Ҙ˜ʡ�䓽Y������Ҏ����GB 50661�����PҎ���M�Йz�顣
6���������I������ˇ�u���ĺ��ӹ�ˇ�����M�С�
7�����������I�h���ضȵ���0���Ҳ����ڣ�10��r������ȡ�ӟ����o��ʩ���������ӽ��^�ͺ��ӱ����������ڻ����䓰��ȵ�2���Ҳ�С��100mm�����ȵ�ĸ�ģ��ӟᵽҎ��������A��ض��Ҳ�����20�����ʩ����
���
8����λ�����p�ĺ�Ȳ���С��3mm�����˳��^�OӋ���p��ȵ�2/3���L�Ȳ���С��40mm�ͽ��^���^��������ȵ�4�����g���˞�300mm~600mm.
9����λ���p�c��ʽ���p��������ͬ�ĺ��ӹ�ˇ�ͺ����|��Ҫ������λ���ӵĶ˲������A�ݠ������r�庸�ӽ��^����λ���ӑ��ڽ��^�¿��M�С���λ���ӕr���A��ضȑ�������ʽ�����A��ضȵ�20��~50�档
ivo���ΰ塢������͉|��
10�������塢������͉|���䓲ĕr�����x���������Ȳ����ڱ���䓲ķQ�鏊�ȵ�䓲ģ������Խӽ���
11�����ӽ��^�˲����O�ú��������塢�����塣���l늻����Ӻ͚��w���o늻����ӵ������L�ȱ����25mm���ϣ����ӵ������L�ȱ����80mm���ϡ����������ȫ��s���Բ��û����и̼�����ھ��Cе�ȷ���ȥ�������塢�����壬����ƽ�����������N�ӓ��䡣
12��䓉|�呪�c���^ĸ�ľo���B�ӣ����g϶��������1.5mm�����c���p����ںϡ��ֹ�늻����Ӻ͚��w���o늻����ӕr����r���Ȳ���С��4mm�����ӕr����r���Ȳ���С��6mm��������ӕr����r���Ȳ���С��25mm��
v�A��͵�·�ضȿ���
13���A��͵�·�ضȿ��Ƒ�����늼ӟᡢ����ӟ�ͼt��ӟ�ȼӟ᷽���������Ì��õĜض�Ӌ�����A��ļӟ�^���ں����¿ڵăɂȣ������ں��Ӳ�ʩ�Ӻ��Ӳ��İ��ȵ�1.5�����ϣ�����С��100mm.�ضȜy���c���ڷǷ��]���g��������r�£����Ӳ��ܟ���ı����ں����¿ڵăɂ���75mm���ϵķ��]���g��������r�£��������x�����¿ڵăɂ���100mm����
14�����ӽ��^���A��ضȺ͵�·֮�g�Ĝضȣ���횷��ϬF�Ї��Ҙ˜�䓽Y������Ҏ��GB�A��50661�����PҎ�������g�x�����A��ضȵ��ڬF�Ї��Ҙ˜ʡ�䓽Y������Ҏ����GB�A��50661�����PҎ���r�����ͨ�^���g�u��ԇ�_����
����׃�εĿ���
15�����õĺ��Ӽ��g�ͺ������ʹ������׃�κ��տs��С���ɲ������¿���׃�εĺ������:
(1)���ӽ��^��t�ν��^��ʮ�ֽ��^���ڲ������×l�����S�������D����r�£������p�挦�Q���ӵČ��Q���沿�������Q�ڲ��������S���ӵČ��Q�B�Ӳ����Ĺ��c�����Q�ڹ��c�S��ͬ�r���Q���ӵ�
(2)�nj��Q�p���¿ں��ӵČ��Q�غ��������݆�����Q���ӵ�ѭ�h�Δ���
��3���L���p�˲��÷ֶ��˺���������������ˌ��Q���ӷ���
16���������ӕr���˲����A�������տs�������A�÷�׃�η��������տs��׃�Σ��տs�����ͷ�׃��ֵ��ͨ�^Ӌ���ԇ�_����
17�������b�亸�ӕr�����Ⱥ��տs���^��Ľ��^�����տs���^С�Ľ��^�����^���ھ����^С�Ġ�B�º��ӡ�
��������������̎��
18���OӋ�ļ����ͬ�ļ�����������������Ҫ��r���轛ƣ�����ĽY���г����������Č��ӽ��^�p�ܼ��Ĺ��c�����˲���늼ӟ����ֲ��˻�ͼӟ�t���w�˻�ȷ����M����������̎�����H�鷀���Y���ߴ�r���ɲ�����ӷ�����������
19�������̎�푪���ϬF���ИI�˜ʡ�̼䓡��ͺϽ�䓺��Ә��������̎��������6046�����PҎ����������늼ӟ��������Ә����M�оֲ�����������̎��r������������Ҏ����
��1��ʹ�����Мض��Ԅӿ��ƃx�ļӟ��O�䣬��ӟᡢ�y�ء������ܑ�����ʹ��Ҫ��
��2���������pÿ����ӟ�壨�����Č��ȑ����ٞ�䓰��ȵ�3�����Ҳ���С��200mm��
��3���ӟ�壨�������☋���ɂ����ñ��ز��ϸ��w��
20�����N�����������g���ӌӑ����r�����ÈA�^�N��С����ӹ����M�У��������N���������ӡ��w�溸�ӻ��¿�߅����ĸ�ġ�
21��������ӷ����������r����ӕrЧ���g�������x��ͼ��gҪ���횷��Ϯ�ǰ�ИI�˜ʺ��Ӳ�����ӕrЧ���g�������x��ͼ��gҪ��10375�����PҎ����
��

RC-5�y�T늄ӈ�������늄ӈ�����
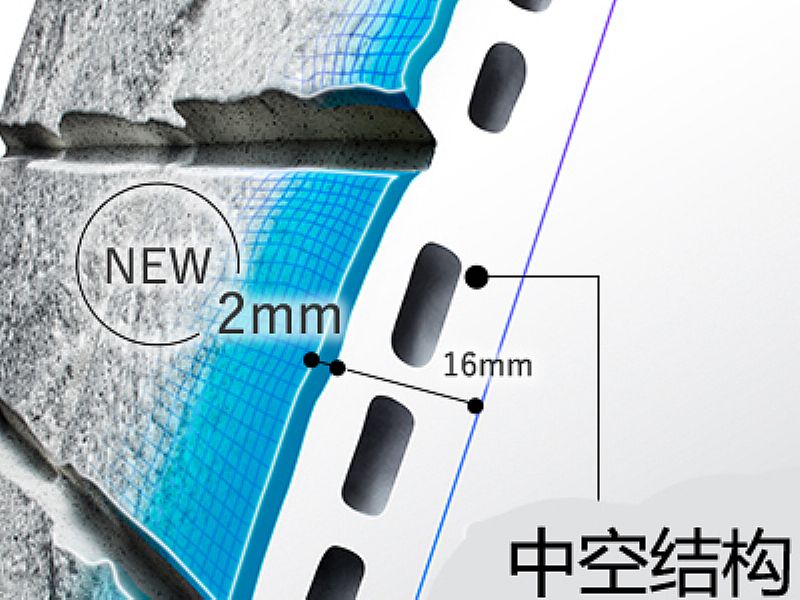
16mm�п��w�Sˮ���≦��

�ռ��A��u�� ���F�b���b� Ʒ���������b��� ˮ���w�S�≦���

�ձ�ˮ���w�S�ɒ�� һ���������b��w�Sˮ������ ˮ���≦�ɒ��

ATˮ���w�S�ɒ�� һ���������b� �w�Sˮ������ ˮ���≦�ɒ��

�������� ľ���ľ�y��������坍�����o����

ľ�zˮ��� �w�Sˮ��� �ߏ���ˮ��� �M�ڰ�
�G��� ˮ��� �ֹ������� ������ �̈��b���ð� �ṩ�|�z���

�������������Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

������������Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���

������������������,���װ�������,���a�S�ҿɶ���

����������ţƤ����,���ܴ�,PP�ͺϰ��b��,���a�S�ҿɶ���

���������ݲ�ӡ������,���Ĥ�������b��,���a�S�ҿɶ���

���������ݹ��b�ھ�����,�����y�ھ������b��,���a�S�ҿɶ���

����^���Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

����^��Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���