���ڣ�2023/1/12 Click��611
�ӹ�PVC�l����Ʒ�ׂ��P�I����
һ��һ�ƶ�����ϩϞ���g��Q����
�ӹ�PVC�l����Ʒ�Ўׂ��P�I�����أ������҂�ِ�Z����ϩϞ���a�S�Ҟ������w������Щ�������P�I���ء�
һ���ӹ�PVC�l����Ʒ�����c��sϵ�y���P��Ҫ
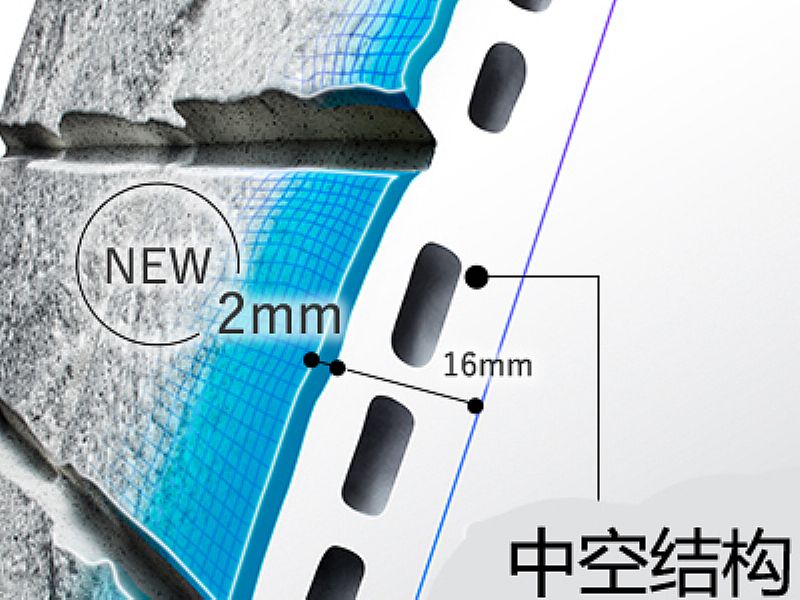
�ڔD���������a�^���У������ǹ̶��D�����Π���b�ã����ͳߴ�һ�㰴�ձ���Ʒ��*�K���水��s1�����տs���طŴ����ڰl����Ʒ�������^�ͣ������b�õ���s����Ҫ�������m����s�L��Ҫ�������Ҫ����ĭ�ܶ����Q�������ʣ������b�õ���s�b�õ��L��߀��횿��]����Ʒ�ęM���棬��ĭ�ķ����Ժ�����Ġ����ٶȡ�
��ʽ��ն���ģ�����ˮ�ۿɞ�PVC�Ͱl���ͲĵĶ����ṩ�˝M���Ч��������Շ�����͇�ˮ���m��PVC�Ͱl�ݹܲĵĔD�����D��������ն����b���е���sЧ�����ѣ�������Ͷ���ģ���|���o�ܣ����C���γߴ�����ȣ�ͬ�r��տ���ֹ��δ�̻�����ĭ���ݡ�
�l����Ʒ�ı����|���ͱ���ܶȣ�ȡ�Q�ڶ����b���cģ��֮�g���x���m���x��Ͷ����b�õĝ�ȡ����;��x�L�����°l�ݕr�g���L����Ʒ�M�������ݿ״�С�ľ����ܶȻ�����ͬ���ڶ����^���У��ֲ��ڱ�����ݿױ�Ĩƽ�����������ڱ���^��Ĵֿ���ĭ�Y�������܇��lj��s�����^�ͣ�����������Ƥ��
���;��x�̣����̵İl�ݕr�g���c�E��Ķ����b����Y�ϣ����������ݿĔD���������γɡ����@�N��r�£���Ʒ�@�F������ݿ�����ĭ�Y�����^����܌����Ƥ�⻬���档��������b�õ���s������һЩ�������±���^����ߵ��ܶȡ�����ı��档
��Щ�п���Ʒ����ͨ�^�{����s���͵�λ�ú���s���ȵĴ�С��ͨ�^һ�Nģ�߷քe���a�����ɰl����Ʒ�ͽYƤ�l����Ʒ�m����ͬ��������ϡ�
���⣬���ڶ���ģ�߮a��Ħ������������蠿�������ò���������������Ʒ�Č�����Ƥ���գ��e�����Ͳı���M����С����r�£���������Ʒ�����쏊�ȣ�������Ʒ���џo������������
�����l�݄��Nͺ�����PVC�l�ݼ�PVCľ�ܰl����Ʒ���ܶȺ͚��ݳߴ��Ӱ�
�����û��W�l�ݣ�CFA��ͨ�^�B�m�D����ˇ�����aPVC/ľ�w�S�ͺϲ��ϵ��о������M���˴������о��������±��ǰl�݄��ķN������ͺͷş��ͣ�����������PVC�l�ݼ�PVCľ�ܰl�ݘ�Ʒ�ܶȺ͚��ݳߴ��Ӱ푣�������֪���l�݄���һ���������������ٌ���Ʒ�ܶ�Ӱ푲����l�݄��ķN����ݳߴ�Ӱ푺ܴ�ʹ�÷ş��Ͱl�݄����Ƃ�İl�ݘ�Ʒ������ƽ�����ݳߴ�С��ʹ�������Ͱl�݄��İl���Ʒ���@��Ҫ�����ڷş��Ͱl�݄���Ҫ�ֽ�a����N2���������Ͱl�݄���Ҫ�ֽ�aƷ��CO2��N2�^CO2���и��͵��ܽ�ȡ����ߵķ�ɢ�ʣ��Ķ������γ��^С�Ě��ݡ��������ϩ��l���{�����l�ݘ�Ʒ���ܶ����Mһ�����ͣ��@��Ҫ�����ڰl���{���������������w���ȣ�������Ч�p�����ݬF��a�����Ķ�����˚��w�������ʡ�
����PVC�l�ݰ��{����������
�l�ݙC���� ��
��PVC�l�ݰ���Ʒ�У����볬�߷������ۺ����Ŀ�ģ�һ�Ǟ��˴��MPVC���ܻ������Ǟ������PVC�l�����ϵ����w���ȣ���ֹ���ݵĺϲ����Եõ�����l�ݵ���Ʒ�����Ǟ��˱��C���w�������õ������ԣ��Եõ����^���õ���Ʒ�����ڲ�ͬ�İl����Ʒ���a�S�ҵĮaƷ��ͬ�����õ��O�䡢��ˇ��ԭ�ϼ������wϵ���в������҂��_�l�˾��в�ͬ���ܵİl���{�������ԝM���Ñ��IJ�ͬ����
1.�l�ݲ��ϵĶ��x
����
�l������Ҳ����ĭ���ϣ��������Ϟ�����M�֣����д������ݣ������f���Ԛ��w�����ďͺϲ��ϡ�
����
2.�l��Ƭ�ĵķ��
����
�����l�ݱ��ʲ�ͬ�����Է֞�߰l�ݺ͵Ͱl�ݣ��������w�|�ص�ܛӲ�̶ȣ����Է֞�Ӳ�|����Ӳ�|��ܛ�|��ĭ���ϡ������ݿY�����Է֞��]����ĭ���Ϻ��_����ĭ���ϡ�һ�㳣Ҋ��PVC�l��Ƭ�Č���Ӳ�|�]�Ͱl��Ƭ�ġ�
����
3.PVC�l�ݰ�ĵđ���
����
PVC�l��Ƭ�����ͻ��W���g���ͺ��ԡ���ȼ�Եȃ��c���V�������ڶ������棬����չʾ��塢��ӛ���V���ơ����塢�����ð塢�Ҿ��ð�ĵȡ�
����
4.�u�r�l��Ƭ���|�����P�I����
����
���l�ݲ��ρ��f���ݿĴ�С�;���̶���Ӱ�Ƭ���|�����P�I���ء����ͱ��l��Ƭ�ģ��ݿ�С�����l��Ƭ���g�Ժã����ȸߣ������|���á��Ľ��Ͱl��Ƭ���ܶȷ��濼�]��ֻ���ݿ�С����������Mһ�������ܶȵĿ����ԣ��ݴ��ɢ���y�Mһ�������ܶȡ�
����
5. PVC�l�ݹ�ˇ�����P�I�c
����
���ϰl�ݳ��ͷ֞������^�̣����ݺ˵��γɡ����ݺ˵���Û�����w�Ĺ̻����������ӻ��W�l�݄���PVC�l��Ƭ�ā��f�����ݺ˵���Û���l��Ƭ�ĵ��|����Q����Ӱ푡�PVC����ֱ朷��ӣ�������^�̣����w���ȵͣ��ښ��ݺ���Û�ɚ����^���У����w��������ס���ݣ����w������ϲ��ɴ��ݣ����Ͱl��Ƭ�ĵĮaƷ�|����
����
���PVC�l��Ƭ���|�����P�I���������PVC�����w���ȡ��ĸ߷��Ӳ��ϼӹ����Է��������PVC���w���ȵķ����ж�N����*��Ч�ķ�ʽ������������w���ȵ������ͽ��ͼӹ��ضȡ�PVC���ڷǾ����ϣ��S���w�ضȵ�������w���Ƚ��ͣ���֮�S���w�ضȽ������w������ߣ������ص��������ރH���o�����á�ACRӹ�������������w���ȵ����ã����аl���{����*��Ч�������w�����S�l���{�����������Ӷ���ߡ�һ����ԣ�ֻҪ�ݗU�����ķ�ɢ������������Ӹ��ȵİl���{������������w����Ч�������@��
����
6.�ӹ�������PVC�l��Ƭ���е�����
����
ACRӹ�������HF-100���д��MPVC���ڣ���߱���❍�ȣ��������w�ď��ԣ��������w�����L�ʺ͏��ȵ����á������ڰ������ݣ���ֹ�ݿ����ݡ��l���{������HF-100/80/901/921���ķ��������������l��Ƭ���ܶȶ��кܴ��Ӱ푣��S������������ߣ�PVC���w������ߣ��l��Ƭ���ܶȿ������ĸ��ͣ��c����{��������������ͬ�����á����@һ���ò��߾����Pϵ���^�m���ӷ�����������������������ܶȵ����ò��Ƿdz����@���ܶȌ�څ�ں㶨��
����
�l���{�����Ͱl�݄�֮�g������Ҫ���Pϵ���l��Ƭ���ܶ��c�l���{��������һƽ���c�����@һƽ���c֮�⣬�l��Ƭ�ܶȲ��ܰl�݄�������Ӱ푣��S�ֺ㶨��Ҳ�������Ӱl�݄��������ܽ����ܶȣ������@һ�F���ԭ������һ�����İl���{���������£�PVC�����w���������ģ��^���Ě��w�����ݿ����ݻ�ϲ���
����
7.��Ҋ���}
����
��PVC�l�ݰ�ĔD���^���У������Ć��}�������Ԛw��4�һ�Ƿ����Ԇ��}���������w���Ȇ��}�����ǝ������}�����Ƿ�ɢ���}���@����}�e��ǰ����}����Ƽs������Ӱ푣��ı���F���Еr���y���̷������Ҫ�f���^��������ҵ����}��Դ���ܸ�����Q��
����
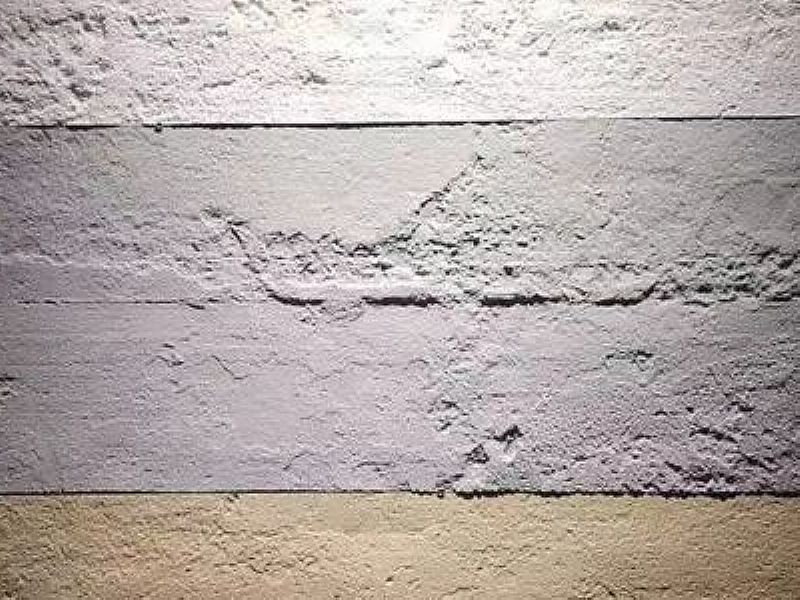
�����Բ��㣬��Ӱ��������棬����l�S���l��Ƭ�Ĵ��Դ� �����w���Ȳ�������°l��Ƭ�ݿ״v�����ݺ��L���Д����w�����Ƿ��㣬*ֱ�ӵ��k���ǵ���݁��������ָ����������݁�ϵ�Ƭ�ģ����w���Ⱥð����r�ܸ��X�����ԡ�����������y�����f�����w�����^�����ݗU�Y������s��ʽ��e�^���y�Д��ض��Ƿ������һ����f���ڔD���C���S��ؓ�Ƀȣ�3��5�^�ض��Ե͞�á� �ڰl�ݹܲ���Ҫ��@�ðl�ݾ�����Ʒ��Ҳ��Ҫ���CPVC���������õ����w���ȡ�����
������
���������⻬������Óģ������ı���Ĺ❍���к�̎���⻬̫�٣��D���C4�^�ضȲ����ƣ������أ��@�����º���о�ضȸߣ�������g�����ݡ����ݡ��l�S�Ȇ��}����ı���Ҳ���⻬ ���⻬�࣬������׃�Ç��أ����F��ģ�߃ȵĽY���Ͱ�ı����⻬��������Ҳ�����F��ijЩ���e�F���ڰ����ϲ����ڵā����Ƅӡ�
������
�Ȼ��������ܻ������w�������ԣ��Ȼ���������y�Կ��ƺ�ȣ����F�������g���߅�����Ȼ��࣬�׳��F����о�ضȸߵĬF��ɢ���Õ�������ı��治�⻬�ĬF�� ����ˇ�ضȿ��Ɔ��}�������ᵽ���Ă����}���ڸ����Ԇ��}���ǻ��A������ӴΆ��}��
������
�����������Ă����}����ˇ�ضȿ��ƄtҪֱ�^�ö࣬�DZ��憖�}�����ضȿ��Ʋ��ã����T�l�������}�ij��F����ӹ���ˇ�ضȣ����Ϸ����r�g�����ͣ����F�����Ԇ��}��ԭ�еĝ���ƽ��������ƣ�һ����F���❙�����㣬�e�Ǻ����❙����������❙�����������ض����Ҳ���������w���Ƚ��ͣ��l��Ƭ���ݿ������ݿה����p�٣�Ƭ�İl���ה��ѣ��ض���߽��������w����Ҳ���������wճ�ȣ�ճ�Ƚ��ͼ��з�ɢ�������ͣ�����ɢ�����������ݗU���ԣ��Еr�����F��ɢ������
�ġ�ӲPVC�Ͱl���Ͳļ���D�������O���x��
1.�D���O��
ӲPVC�Ͱl���Ͳij����O���cһ���Ͳ����a�O��]ʲô�^�e���Ρ��p�ݗU�D���C�������ڵͰl��ӲPVC�T�����ͲĵĔD���ӹ�������ʹ���F�ή����p�ݗU�D���C��*�á��@D���C�ă��c���ڣ�ι�υ^�ݗU�c�CͲ����e����á�ݔ��Ч�ʸߣ��������������аl��С���Ϝصͣ��ضȷ���С����֬�ض��أ��ɵؔ͜D����
�����C�⣬�l�ݔD��߀Ҫ���o�C����������s�����������^��Ġ���������
2.ģ��
�Ͱl�ݔD��ģ�^��һ���Ͳ�ģ�^�ڽY�������ơ����l�ݲ��ϵij�����Û�ʴ��ڷǰl�ݲ��ϣ�����ͨ����ĵͰl��PVC�������x�_��ģ�r���ڌ��Ⱥͺ�ȷ������Û�ʷքe��10��-30����60��-100������ˣ���ģ�Ĕ���ߴ�ɰ���Ʒ��ȵ�0.5-0.65����Ʒ���ȵ�0.77-0.9�Ľ���Ӌ�㡣
�����������ģ�Ȱl�ݣ�ģ�ߵ��������摪��u�sС���ڿ�ģ̎�_���O�ޣ�����ģ���������M���OӋ�������ͣ������������М��ϬF�����⣬��ģ���Ͷε��L��ͨ������ͨ�Ͳĵ�Ҫ�̣�һ��ȡ��ģ�g϶��5-10�����Ԝp�ٿ�ģ̎�ĉ��������l�l�ݡ��������D���Ͱl��PVC��ģ���s�ȑ���3-8��߀�У���p�������������ָ����ۺϺۣ������F�ϵķ����M�����O��
3.��s����ģ
�O�����x��ģ10-300mm̎�����S��Ʒ�|��Ҫ��͠����ٶȵ�׃�����{��������ģ�Ŀ�ģ�ߴ��cģ�^�Ŀ�ģ�ߴ瑪����һ�£��Ա��C��Ƥ�ڿ�����s���γɹ⻬���ܵ�Ƥ�ӽY������о�������ډ������ͺ��^������s�γɰl�ݵĺˌӽY����
�Ͱl�ݶ�����sҪ���^�ߣ��������^���M�ĸ�ʽ��ն��ͺ͝�ʽ��ն��Ͳ��õķ����������ܱ��C��Ʒ�YƤ�l�ݺ���Ʒ���ȣ�Ҳ�ܱ��C�ͲIJ��a���ȑ�����ͬ�r�ӏ�����sЧ��������˳����ٶȡ�
�P�I�~������ϩϞ����������ϩϞ���M�ھ���ϩϞ���M�ھ���ϩϞ�S�ҡ����I����ϩϞ���a�S�ҡ�����ϩϞ�����̡�����������DBM��SBM��������ɢ��������EBS��ِ�Z������ľ���������۱�ϩϞ��EVAϞ��ï����Ϟ����Ϟ���ѽ�Ϟ������ϩϞƷ�ơ�����ϩϞ�S�̡����u����