��һ�ߣ�ֱ�����֙C�ϴ��_
���]�š�QQ��һ�ߵȒߴa����


RC-5�y�T늄ӈ�������늄ӈ�����
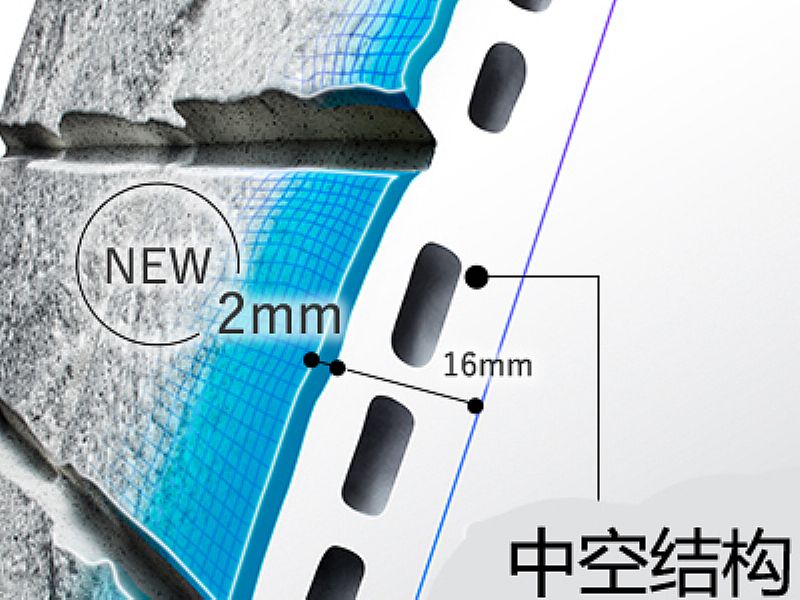
16mm�п��w�Sˮ���≦��

�ռ��A��u�� ���F�b���b� Ʒ���������b��� ˮ���w�S�≦���

�ձ�ˮ���w�S�ɒ�� һ���������b��w�Sˮ������ ˮ���≦�ɒ��

ATˮ���w�S�ɒ�� һ���������b� �w�Sˮ������ ˮ���≦�ɒ��

�������� ľ���ľ�y��������坍�����o����

ľ�zˮ��� �w�Sˮ��� �ߏ���ˮ��� �M�ڰ�
�G��� ˮ��� �ֹ������� ������ �̈��b���ð� �ṩ�|�z���

�������������Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

������������Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���

������������������,���װ�������,���a�S�ҿɶ���

����������ţƤ����,���ܴ�,PP�ͺϰ��b��,���a�S�ҿɶ���

���������ݲ�ӡ������,���Ĥ�������b��,���a�S�ҿɶ���

���������ݹ��b�ھ�����,�����y�ھ������b��,���a�S�ҿɶ���

����^���Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

����^��Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���