��һ�ߣ�ֱ�����֙C�ϴ��_
���]�š�QQ��һ�ߵȒߴa����

�ؚ�ضȸ�
늙C�ӟ�����
���s�ȸ�
����������
���䄩�x����
(1)�ؚ�ضȸ�
�ؚ�ضȵĸߵ��c���l�ض���ȡ����˷�ֹ��Һ��һ��ؚ�ܵ�Ҫ��20��C�Ļؚ��^�ᡣ�ؚ�ܵ����ز��õ�Ԓ���^�����h�h���^20��C��
�ؚ�ض�Խ�ߣ�����M��ضȺ��Ś�ض�Խ�ߡ��ؚ�ض�ÿ����1��C���Ś�ض�����1~1.3��C��
(2)늙C�ӟ�
���ڻؚ���s�͉��s�C�����䄩��������ͨ늙C�ҕr��늙C�ӟᣬ����M��ض��ٴ�������늙C�İl�����������Ч�ʵ�Ӱ푣���������c�ŷ������ݷeЧ�ʡ���r��Ħ���������������P��
�ؚ���s�Ͱ�≺�s�C�����䄩��늙C�Ҝض����������s��15~45��C֮�g���՚���s���L�䣩�͉��s�C�������Ʋ����^�@�M�����������늙C�ӟᆖ�}��
��3�����s���^��
�Ś�ض��܉��s��Ӱ푺ܴ��s��Խ���Ś�ضȾ�Խ�ߡ����͉��s�ȿ����@�����Ś�ضȣ����w������������≺���ͽ����Ś≺����
�M�≺�������l�������M��ܵ������Q����������l�ضȣ�����Ч����M�≺����Ѹ�ٽ��͉��s�ȣ������Ś�ضȡ�
һЩ�Ñ�ƫ���J�����l�ض�Խ�ͣ����Խ�죬�@�N�뷨�䌍���ںܶ����}���������l�ضȿ�����������ز�����ډ��s�C��������p�٣�����ٶȲ�һ���졣���⣬���l�ض�Խ�ͣ�����ϵ��Խ�ͣ�ؓ��Խ���\�Еr�gԽ�L���������Խ��
���ͻ��L�ܵ�����Ҳ������L���������w�����������r���Q�K�µĻ��L�^�V�����M���sС���l�ܺͻ��L�ܵ����L�ȵȡ����⣬���䄩����Ҳ�����≺���͵����ء����䄩�z©���r�a�䡣���`������ͨ�^����M�≺�������Ś�ضȣ�������������������Ч��
�Ś≺���^�ߵ���Ҫԭ�������������^�ߡ���������ɢ����e���㡢�Y������s�L����ˮ�����㡢��sˮ�Ϳ՚�ض��^�ߵȣ����������^�ߡ��x����m��������e���S��������s���|�����Ƿdz���Ҫ�ġ�
�ߜغͿ��{���s�C�OӋ���\�Љ��s�ͣ�����s�ȱ������Ś�ضȸߣ���s�����ϣ��^�ᡣ�����ⳬ����ʹ�É��s�C��ʹ���s�C�ڿ��ܵ���С�������¹�������һЩ�͜�ϵ�y�У��^���lj��s�C���ϵ���Ҫԭ��
(4)�����c���w���
�M���г��_ʼ��ͣ���ښ���g϶�ĸ߉����w�з���Û�^�̡�����Û�≺�֏͵��M�≺�������sԓ���֚��w���ĵ������ڷ���Û�І�ʧ���g϶ԽС������Û����Ĺ���ԽС��������Խ���s�C����Ч�ȴ�������ӡ�
����Û�^���У����w�c�y�塢����픲��͚��픲��ĸߜ�����|���ᣬ��˷���Û�Y���r���w�ضȲ������͵�����ضȡ�
����Û�Y�����������M���^�̲��_ʼ�����w�M�����c����Û���ϣ��ض���������Ϛ��w�ĉ����������ء���ˣ����s�^���_ʼ�r�Ě�ظ�������ضȡ����ǣ����ڷ���Û�^�̺������^�̷dz��̣����H�ض������dz����ޣ�һ�㲻��5��C��
����Û�ǚ���g϶����ģ��ǂ��y����ʽ���s�C���ɱ����ȱ�c���y���Ś���еĚ��w�Ų������͕��з���Û��
(5)���s�ض����������䄩�N�
��ͬ���䄩�ğ��������|��ͬ�����^ͬ�ӵĉ��s�^�̺��Ś�ض���������ͬ����ˣ���ͬ������ضȑ��x��ͬ���������
�YՓ�c���h
���s�C��ʹ�÷����������\�D��������늙C�ߜغ��Ś�ض��^�ߵ��^��F���s�C�^������Ҫ�Ĺ�����̖����������ϵ�y���ڇ��؆��}�����s�C��ʹ�ú;S�o������
���Ͼ����P�ډ��s�C�Ś�ض��^������ԭ������Ľ�B����������Ո��䛽��W��ԃ��

RC-5�y�T늄ӈ�������늄ӈ�����
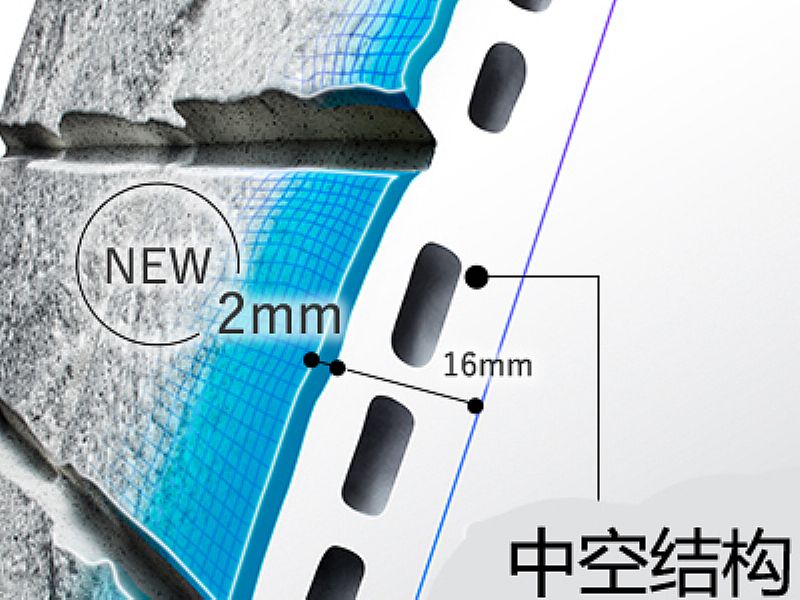
16mm�п��w�Sˮ���≦��

�ռ��A��u�� ���F�b���b� Ʒ���������b��� ˮ���w�S�≦���

�ձ�ˮ���w�S�ɒ�� һ���������b��w�Sˮ������ ˮ���≦�ɒ��

ATˮ���w�S�ɒ�� һ���������b� �w�Sˮ������ ˮ���≦�ɒ��

�������� ľ���ľ�y��������坍�����o����

ľ�zˮ��� �w�Sˮ��� �ߏ���ˮ��� �M�ڰ�
�G��� ˮ��� �ֹ������� ������ �̈��b���ð� �ṩ�|�z���

�������������Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

������������Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���

������������������,���װ�������,���a�S�ҿɶ���

����������ţƤ����,���ܴ�,PP�ͺϰ��b��,���a�S�ҿɶ���

���������ݲ�ӡ������,���Ĥ�������b��,���a�S�ҿɶ���

���������ݹ��b�ھ�����,�����y�ھ������b��,���a�S�ҿɶ���

����^���Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

����^��Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���