��һ�ߣ�ֱ�����֙C�ϴ��_
���]�š�QQ��һ�ߵȒߴa����

����һ�����I��䓽�(u)��ii��䓽�(u)��ii��䓽�(u)��ii��䓽�(u)��䓽����ֱ����32.(1)ʩ�����g
1��䓽�����
䓽�ӹ������r���z��䓽�ӹ������OӋ�D���z����ϱ��Ƿ����e�`���z©���z���䓽��Ƿ���ϲ��ϱ�����Ҫ���^�@�ɴΙz�飬�����ϱ����댍�ӣ��ϸ����������
ʩ������Ҫ���Q䓽�r����횳�������OӋ��D���Q���ϵ����ܣ��������جF��䓽�������OӋҎ���ĸ��NҎ�������ø��Q��e�ߏ���䓽����Ҫ��λ��䓽���Q������ü����OӋ��λͬ�⣬���Е���֪ͨ�r���ɴ��Q��
��1��䓽���摪������ճ�������ۡ����������Pʹ��ǰ��������Ƀ����ɽY��������ˇ���P��
(2)䓽�Pֱ�����ÙCе���˹��Pֱ���{�����䓽�þֲ�����������������С�����Ρ��������۲���ʹ䓽����p��5%��
(3)䓽��Д����䓽̖��ֱ�����L�Ⱥ͔������L�ȽM�ϣ����Д��L�Ⱥ��Д�̶ȣ��M���p�ٺͿs��䓽�̶ȣ����s䓲ġ�
(4)䓽���^����:
��䓽���^����ʽ�����N���քe�ǰ�A�����^��ֱ�����^��б�����^��䓽������̎��Ƥ�տs����Ƥ���L���S���L�Ȳ�׃������̎�γɈA����������ߴ粻���ڲ��ϳߴ磬�����]�����{��ֵ��
䓽��ֱ����2.5d��ƽֱ���֞�3d.䓽���^�����L�ȵ���ՓӋ��ֵ:��A�����^��6.25d��ֱ�����^��3.5d��б�����^��4.9d.
�ڏ���䓽�в������ď���ֱ��d��䓽�ֱ����5�����ϡ�
�۹�������ĩ�ˑ������^�����^��ʽ�������OӋҪ�����{�������鏝�^�����L�Ⱥ͏����{��ֵ���֮���ͣ���������������ߴ��Ȱ��ߴ������
��䓽������L�ȑ����������ߴ硢���������o�Ӻ�ȣ�䓽���{��ֵ�͏��^�����L�ȵ�Ҏ���C�Ͽ��]��
a.ֱ䓽������L��=�����L�ȡ����o�Ӻ��+���^�����L��
b.����䓽������L��=ֱ���L��+б���L�ȣ������{��ֵ+���^�����L��
c.���������L�ȣ���������L�������{��ֵ�����^�����L��
2��䓽���c���b��
䓽��ǰ���J����Ϥ�D�����z�����ϱ��c�D�����OӋ�Ƿ��г��룬�м��z���Ʒ�ߴ硢���^�Ƿ��c���ϱ�������ˌ��o�`���M�н�����
����20#��ֱ��12����䓽22#��ֱ��10����䓽
(1)��
�ى���䓽�W����ͬһ�����A�ϡ�䓽���90�㏝���^�r�������^������������ȡ�
�ڲ����p��䓽�W�r�����p��䓽�֮�g�O��֧���F(�^)�̶�䓽���g����
�۽�����r�����������ƴ�ֱ�ȣ�������������g�ࡣ���������ɂȵ�����ˮƽ��Ҫ�������ŵĶ�Ҫ��÷������
�ܞ��˱��C䓽�λ�õ����_�ԣ��ڴ�ֱ����䓽���ⲿ����ˮƽ䓽����c��ֱ䓽��c�����̶����ڡ������λ�ã��c���̶��r���N��У����
���≦����������_�������ж����A�������ܾ����A������߅�ӽ�ԔҊʩ���D�����������A��䓽������ӵ�������������ͨ·����λ�á�����������ԔҊ���bʩ���D�����ӹ������x�ɺϸ�ĺ����M�У����Óp���Y��䓽ˮ늰��b���A�����������ϣ������e���©��
��2�����c��
�ٿv������䓽���F�p�ӻ�������Еr������䓽�֮�g���|��ֱ��15mm�Ķ�䓽��v��䓽�ֱ������25mm�r����䓽�ֱ��Ҏ���c�v��䓽���ͬҎ��
�ڹ���Ľ��^�����e�O�ã����c�ɸ�����������ұ������t������^���£����������c����ͬ�����������Ǻ���Ҫ���M�����ŵĿ�����÷���c����
�۰��䓽�W�����c���A��ͬ���p����䓽���c�����������ע����ϲ���ؓ䓽�(���)���e��������ܡ���_�ȑұ۰壬�������ؓ䓽��λ�ú߶ȡ�
�ܰ塢�����c�������棬���䓽������棬������䓽����Ќӣ�������䓽������棬��݆����|���r��������䓽������档
�ݵذ�䓽�ď������c����ӹ��S(��)�ڼӹ��������r���OӋ�D���]���e���_ӛ�d���ɰ�����Ҏ������䓽��߅��֧���Կ��1/10L�鏝�����c��������g��Ⱥ��B�m��ȿ�����֧�����ľ���1/6L�鏝�����c��(L-������g���)��
��������c䓽�IJ���dz��ܼ��r��Ոע�����������֮�g�ă��g����30mm�������ڻ���������Ҫ��
��䓽��������^����������Ҏ��:
1)�دB�L�ȵ�ĩ���x䓽��̎����С��䓽�ֱ����10�������^����λ�ڲ����������̎��
2)������^��ȣ�I��䓽���^��ĩ�˱�횏�����i��䓽������
3)䓽��دB������������ĺ̓ɶ��ι̡�
4)����䓽���^���دB�L�ȑ����ϽY���OӋҪ��
5)����䓽���������o�ӵĺ�ȑ����ϽY���OӋҪ��
6������ǰ��Ȱ��OӋ�DҪ���g�����������������������|����
7�����˱��C䓽�λ�õ����_�������OӋҪ������䓽��R�ʿv�M��600����֧�Ρ�3��䓽���L��
�����OӋҪ������ֱ����18��䓽�Ȳ��ÙCе���L����Ͳ�D���B�Ӽ��g������䓽���L��ˮƽ����Ì����c늻������Q���Ȳ�����������������ڦ�25�Q��䓽������Ͳ�D���B�ӡ�
��1����������Ҫ��
��䓽�Ŀɺ����^�ã����Ӆ������m�����^����ֻҪ���C���p�|���������r�����ڟ�Ӱ푅^���^С����ˣ��������P�I�����պ��m���呡�
�����A���W�⺸�ӕr�������Ҫ�c��һ���W�⣬���W�����ʵ��A���֣��l�ʸߵĶ����W�⣬�̡��������������^�̣�Ѹ��������
(2)����:
䓽���֞�l�����دB�����º����۲��ķN���^��ʽ��
���o������:�o�������m����I��ii��䓽���B�ӣ��o�������m�����c����ͬ����ֱ����ͬ��䓽
���دB����:�دB����ֻ�m����I��ii��iii��䓽�ĺ��ӣ�������Ҫ�c���HҪע��䓽��دB��λ���A�����Ͱ��b��߀Ҫ�_����䓽��S�����دB�����ŵ��c�o�����Ӽ��g������ͬ��һ������دB���Ӟ�10d���p�溸�Ӟ�5d.
��䓽��¿ں��ӷ��¿�ƽ���Ӻ��¿������ӡ�
(3)��ֱ䓽�t����������:
�t�����������������ͨ�^�t���خa���������ܽ�䓽�ˣ�ʩ�Ӊ�������䓽
�t���������ӹ�ˇ:
����䓽�b�������F�z���b���p�@ʯ���K���b�����С����뺸����ͨ�Դ���t������늉�40~50V���t������늉�20~25V���t����ˇ�γɠt���ء��t����ˇ䓽�����ܻ����Д��Դ픉�䓽���ɺ��ӡ���ж����
�ٺ���䓽�r���ú��ӊA�߷քe�A�o�����ӵ�䓽���b����䓽�r�����ľ����һ�¡�
�ڷ�����������:̧��䓽���A�Ȝʂ�õľ������������䓽�Ӷ�������gλ�ã���������䓽�p�p��������ʹ���|���á���䓽�r��Ҫ��ֹ�F�z����׃�Ρ�
�۰��b���Ӻ�:�ڰ��b���Ӻеײ���λ���p�@ʯ���K�����b���ӺУ��ں��Ӻ��ϰ��b���ӄ���
���b�����Еr�����ڑ�λ�ں����е��в���ʯ���K�p�@�����ܣ���ֹ����й©��
�ܴ��_�Դ���������Πt��:�����_�^�����_�Դ���ڴ��_�Դ��ͬ�r�������䓽�cȼ늻���ͬ�rӋ��t�����t�x���t����ͨ늕r�g��
�t���^�̵Ĺ���늉�������40~50V֮�g���t��ͨ늕r�g�sռ�����^�������ͨ늕r�g��3/4.
�ݠt���^��:�S���t���^�̽Y���������D��t���^�̣�ͬ�r�M�Рt�����t�x����Ӌ��t��ͨ늕r�g��������䓽����䓽�Ķ˲�����t���أ���uݔ��䓽ֱ���t���^�̽Y����
������^�̡�����늉�������20~25V֮�g�����ͨ늕r�g�sռ���������^������ͨ늕r�g��1/4.
��픉�䓽��ɺ��ӣ�������^�̡��ӕr��ɣ�����^�̽Y�������Д��Դ��ͬ�rѸ��픉�䓽�γɺ��ӽ��^��
��ж����������������С�ʯ���K���A�ߡ�
ж�������r�������϶����ڄ����·������յĺ�������ȥ�������s��ܳ��ĺ������桢��������؏�ʹ�á�
��䓽����ɺ����r�M�к��ӽ��^���^�z�飬���^�z�鲻�ϸ�Ľ��^�����г��غ���
2)�|���˜�
1�����C�Ŀ:
(1)䓽���|��Ҏ��ͺ��l��͑�����䓽���OӋʩ��Ҏ�����в��|�ͮaƷ�ϸ��C�����������ܙz�M��䓲đ����ӻ��W���ܙz�z�ϸ���ʹ�á�
(2)䓽��Ҏ���Π�ߴ硢�������g�ࡢ�^���L�ȡ����^λ�á����o�Ӻ�ȱ�횷����OӋҪ���ʩ��Ҏ����Ҏ����
(3)���ӹ���횳��������ȼ��ĺ��ӹ��C�����ϰ������
(4)����ǰʹ����ͬ�IJ��ϡ����ӗl���ͅ����������ɂ�����ԇ������ԇ�Y������ԓ�䓽�����쏊�ȕr�����S��ʽ���ӣ��˕r���Ïij�Ʒ��ȡ��ԇ����
2�������Ŀ
(1)䓽�Ǽܽ��ܡ��o��ȱ���o��ȱ���o�̲��ó��^���ܔ�����10%�����ü��С�
(2)䓽��^�ķ������_���������^����ʩ��Ҏ����Ҏ�����دB�L�Ȳ�С��Ҏ��ֵ��
(3)���к��ӽ��^����M�����^�z�顣���ӱ���⻬���o���@ҧ�������ݡ������[�������Һ͚�ף������Ѽy��
3���Cе����ԇ�z�鷽��:
�����(䓷Nֱ����ͬ)������ÿ100����һ�M��ÿ��ȡ6��ԇ3��������ԇ3�����䏝ԇ
����ԇ�������쏊��ֵ���õ���ԓ��䓽�����쏊�ȡ�
�䏝ԇ�(�����������ͷ�����ԇ�)�����r�����^λ���ڏ������ģ��䏝����Ҏ���Ƕ��M�У����^λ�ú͟�Ӱ푅^��șM���ѿp���Ȳ��ó��^0.15mm��
4���Cе�B��:
ԓ����Ҫ���18����(������18)������䓽�ͻ��A��䓽��ԙCе�B�ӷ�ʽ�B��䓽�鱣�C�����|�����ҹ�˾�Q��������Ͳ䓽�D���B���M�Ц�18����䓽���B�ӡ����¼��g��ͨ�^䓽���^���Ƶ���Ͳ�D���γɵĽ��^��
��1����ć��ҽ��O���C�l�ġ�����䓽���Ͳ�D���B�Ӽ��gҎ�̡��M��ʩ����
(2)ʩ�����I:
A�����I�ˆT��횳��C����
B���_�����I�r���õě_�������_��ģ�����ȡ��_��ֱ����_������Ͳ�L����׃�ӷ����͛_������������ģ�͙z��_���ļ��g����Ҫ��
c���D��ǰ���������ʂ�:
a.䓽���^���FƤ����ɰ���������������߸Ƀ���
b.����Ͳ�M�����^�ߴ�z�顣
c.��䓽����Ͳ�M��ԇ�ƣ���䓽����R�㡢�������v�߳ߴ��^�����ȳC������ɰ݆ĥ�⣬ֱ����ͬ��䓽���Ͳ��������á�
d.䓽��B�Ӷˑ��������@�Ķ�λ��ӛ���_���D���͔D����λ��ӛ�z��䓽�������Ͳ�ȵ��L�ȡ�
e.�z��D���O��Ġ�r���M��ԇ�M��Ҫ������I��
D���D���������M������Ҫ��:
a.�Ø�ӛ�z��䓽������Ͳ�ȵ���ȣ�䓽���^�x��Ͳ�L�����c���ó��^10mm.
b.�D���r���D���C��䓽��S������ֱ��
c.�D��������Ͳ�����_ʼ���������ɶ˔D����
d.���ȔD��һ����Ͳ����ʩ�����I�^����䓽���ٔD����һ����Ͳ��
E��䓽��B�ӹ����_ʼǰ��ʩ���У����������䓽��M�ДD���B�ӹ�ˇ�z�飬���I�z�鑪��������Ҫ��:
a.��Ҏ��䓽���^ԇ����������3����
b.���^ԇ����䓽�ĸ�đ��M�����쏊��ԇ
c.�D�����^�ĬF���z�鰴�z�������M�У���ͬһʩ���l���²���ͬ�ȼ���ͬ��̖��ͬҎ����^����500����һ���z�������M�Йz��͙z�飬����500��Ҳ�M�Йz�����ʡ�
��

RC-5�y�T늄ӈ�������늄ӈ�����
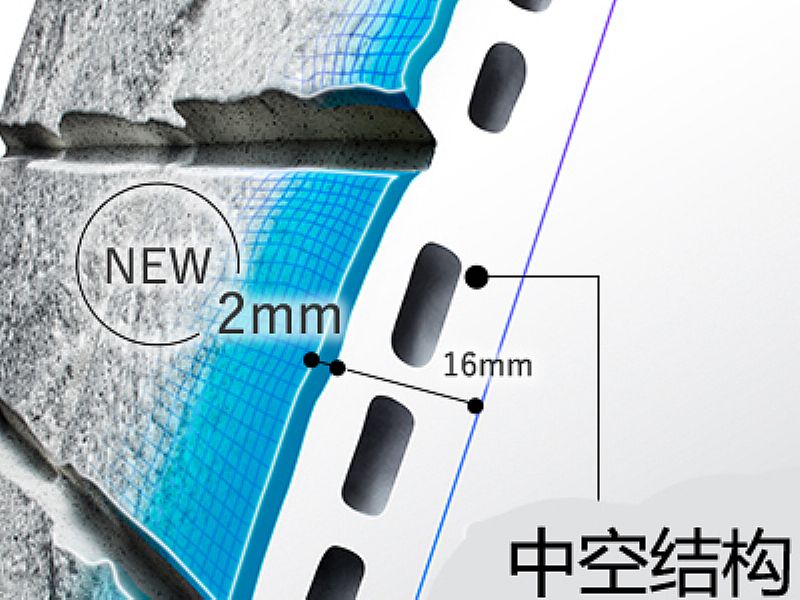
16mm�п��w�Sˮ���≦��

�ռ��A��u�� ���F�b���b� Ʒ���������b��� ˮ���w�S�≦���

�ձ�ˮ���w�S�ɒ�� һ���������b��w�Sˮ������ ˮ���≦�ɒ��

ATˮ���w�S�ɒ�� һ���������b� �w�Sˮ������ ˮ���≦�ɒ��

�������� ľ���ľ�y��������坍�����o����

ľ�zˮ��� �w�Sˮ��� �ߏ���ˮ��� �M�ڰ�
�G��� ˮ��� �ֹ������� ������ �̈��b���ð� �ṩ�|�z���

�������������Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

������������Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���

������������������,���װ�������,���a�S�ҿɶ���

����������ţƤ����,���ܴ�,PP�ͺϰ��b��,���a�S�ҿɶ���

���������ݲ�ӡ������,���Ĥ�������b��,���a�S�ҿɶ���

���������ݹ��b�ھ�����,�����y�ھ������b��,���a�S�ҿɶ���

����^���Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

����^��Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���